


玻璃制品生产在生产过程中会产生气泡、瑕疵等质量缺陷。在质量要求越来越严格、市场竞争越来越激烈的今天,运用机器视觉技术与运动控制、网络通讯结合的玻璃制品自动检测系统,带给企业的,绝不仅仅是一项技术上的变革。
一、 系统概述
质量检测系统
工作示意图,相机数量根据实际需要配置
系统目的:不合格产品的检测
检测对象:玻璃制品
缺陷对象:气泡、伤痕、瑕疵、砂粒、结石、光畸变点、夹杂物等
最大检测速度:
检测宽度:
检测长度:根据版长 (可调整)
检测结果处理:报警灯响亮;显示缺陷图案;
可选择贴标机
二、系统方案
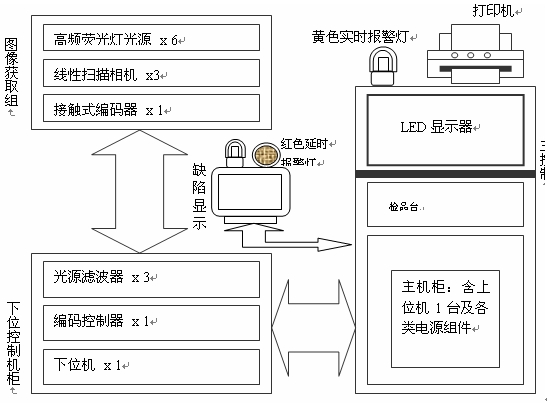
质量检测系统连接框图
1、高性能线性扫描相机
镜头视野选择Fov =
特征分辨率:
最小特征的像素点数:FpX =FpY=3 pixels;
空间分辨率(像素中心映射到场景上的间距):RsX =
图像分辨率:各相机宽度方向Ri = 2048 pixels;
摄像头的最快扫描速度:Ts =82μs/scan。
2、下位机
线阵相机以1.1万次/每秒的扫描速度采集的图象信息,通过下位机的高速多通道图象采集卡(高性能采集卡,采集速度可达160MB/s,有触发输入、曝光时间控制输出、数字I/O)传输至对应的下位工控机,其数据传输量高达
3、主机
实现操作及结果处理的上位机。实现系统各项功能的操作、玻璃制品检测设置、玻璃制品记录及缺陷历史记录管理,处理结果的输出:包括报警、显示、贴标和打印检测信息等
4、检测结果处理(贴标机)
主机报警灯亮,报警音发出,显示缺陷位置;收料工位的报警灯响亮,协助工人剔除废料;贴标机动作,在次品张贴标;打印机打印统计信息。
5、同步传感器
在线安装脉冲编码器,脉冲编码器产生连续采集的触发信号。
6、光源
HF荧光灯65W*4(30KHZ)
亮度控制:软件自动控制
使用寿命:6000小时(每半年更换一次)
三、系统功能
系统软件为WindowXP中文版
1、开机自检
检测摄像头的连接;
网络连接;
初始化工作
2、设置制品参数
批号、名称、检查人、检查时间;
检测物的宽度;
检测物的长度;
检测物的列数。
3、设置缺陷检测等级
检测等级:高、标准、中、低四级(或依厂方要求分等)。
4、加载模板图片
5、设置检测模式及范围
分别设置相机各自的检测模式及范围,将总坐标系划分为6个部分,对应6列产品分离检测,并建立相应数据库。
6、检测开始
气泡、砂粒、结石等点状缺陷检测采用Blob算法进行查找,突出特征夹杂物、沾锡、光畸变点线状缺陷检测采用直线检测或投影技术能识别
针对厂方常见的花纹缺陷、气泡、砂粒、结石、沾锡、光畸变点、夹杂物和玻璃完整性等缺陷,系统能快速、准确的分辨和识别。
四、系统检测结果输出方案
1、报警器发出不同报警银,黄、绿灯实时闪烁;
2、利用灰度显示方式静止显示缺陷图案及缺陷图案在整幅图中的位置,缺陷部分用红块闪烁。保存和调阅历史缺陷图片;
3、在缺陷玻璃到达收料工位时(分列)红灯闪烁,同时蜂鸣器报警,提示工人次品信息。报警延时在100~
4、分列贴标机依据控制信号动作,在缺陷张边缘贴上识别标签。(注:该项为可选配置)
上一篇:嘉腾推出新版MCINS测量软件
